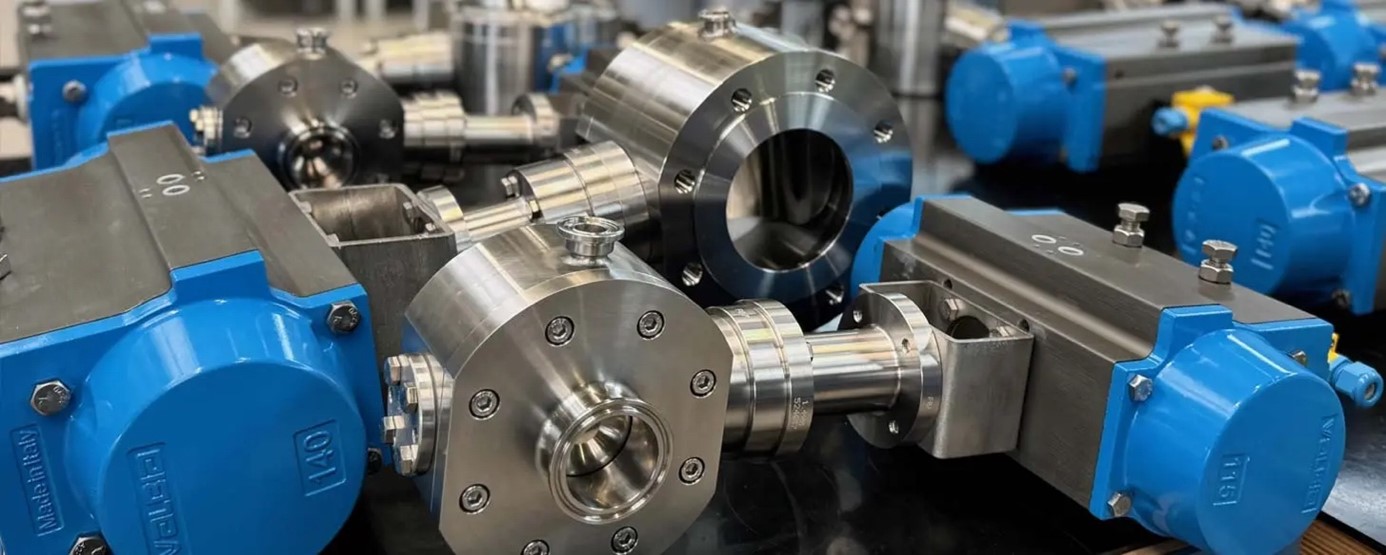
Segmented ball valves for the pharmaceutical industry: Focus on cleaning and process reliability
In a recent project, a total of 16 segment ball valves were manufactured for use in the pharmaceutical industry. The valves are designed for demanding media such as powders and are used in particular for draining tanks and reactors.
Challenge: Residues after cleaning
The customer faced a specific problem: Residues and liquid remained in the ball valve after cleaning. This is particularly critical in the pharmaceutical industry, where thorough cleaning and reproducible processes are absolutely essential.
Solution: Drainage and CIP
To resolve this issue, the design was specifically modified:
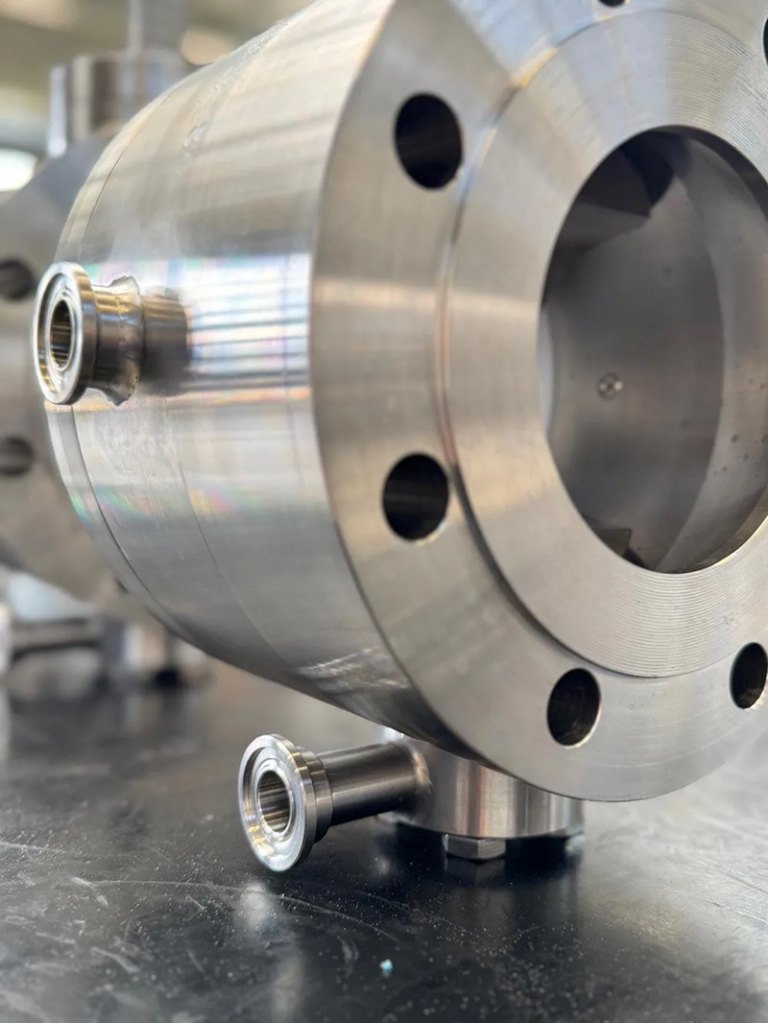
Drainage system
Eight of the ball valves feature a drainage function above the ball. This area can be flushed even when the ball valve is closed. Drainage occurs via the ball and the bearing journal.
CIP Nozzles
Additionally, CIP (Clean-in-Place) nozzles allow the interior to be cleaned without disassembly. This reduces downtime and simplifies the cleaning process.
The result:
No puddles, no residue in the valve.
Technical Implementation
Main material: Hastelloy
13 × DN 100 segment ball valves with spring-loaded sealing system
2 × DN 50
1 × DN 100 made of 1.4404 stainless steel
Medium: Powder
The spring-loaded sealing system ensures constant sealing pressure and supports reliable operation even under varying operating conditions.
Conclusion
By combining drainage and CIP, the original problem of incomplete cleaning was effectively resolved. The segment ball valves used enable clean, safe, and reproducible process operation—an essential requirement in pharmaceutical applications.